


How to Machine Left-Hand Threads on a CNC Lathe?
In the field of machining, left-hand threads are less common than right-hand threads, but they play an irreplaceable role in certain scenarios—especially when it comes to anti-loosening and anti-slipping applications. Mastering the techniques for machining left-hand threads on a CNC lathe can make your machining capabilities more comprehensive.
When machining external left-hand threads on a CNC lathe, the most important thing is not that the process itself is overly complex, but rather to grasp some key practical skills. For example: when programming, remember to set the feed in the negative direction (when the Z-axis is positive, reverse the tool travel); set the starting point and pitch parameters correctly; choose a tool geometry suitable for left-hand cutting; and avoid irregular threading caused by unstable spindle speed during reversing.
Next, let’s go step-by-step through the specific operation methods and related knowledge.
I. What is a Left-Hand Thread?
A left-hand thread is one that screws in along a counterclockwise direction when rotated. Its helical direction is opposite to that of a right-hand thread. You can make a preliminary judgment of left-hand vs. right-hand threads by observing the direction of the thread inclination.
How to tell if it’s left-hand or right-hand?
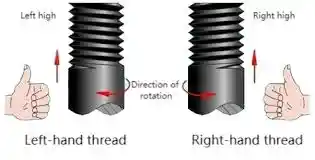
Distinction | Left-Hand Thread | Right-Hand Thread |
Direction judgment | Hold the thread vertically; if the thread line slopes upward to the left | Hold the thread vertically; if the thread line slopes upward to the right |
Application scenarios | Commonly used in situations to prevent loosening due to vibration, such as certain fixing bolts on car wheels, or the spindle locking devices on machine tools | Most widely used; the vast majority of threaded connections in machinery use right-hand threads, such as standard bolts and nuts |
II. What Type of Lathe is Suitable for Machining Left-Hand Threads?
After understanding the basics of left-hand threads, let’s look at the tools and equipment needed for machining them.
1. CNC Lathe Models and Requirements

2. Tool Selection
Based on thread parameters: The pitch and profile of the thread are key factors in selecting tools. For standard triangular threads, a common tool angle is 60°; for trapezoidal threads, it is 30°. The tool tip radius should be selected according to the required thread precision.
Based on workpiece material: For tough materials such as steel, use carbide tools such as YT types; for brittle materials such as cast iron, use YG-type carbide tools.
III. Machining Steps for Left-Hand Threads
With the preparations complete, we can move into the actual machining process. Here’s how to operate step-by-step.
1. Pre-Machining Preparations
Workpiece clamping and alignment: Ensure the workpiece is clamped securely to prevent loosening during machining. Use a three-jaw or four-jaw chuck for clamping, and then use a dial indicator to check radial and face runout, keeping them within permissible limits.
Setting relevant parameters:
Pitch and lead: Pitch is the axial distance between corresponding points on adjacent thread flanks along the pitch diameter. Lead is the distance a point on the thread advances along the axis in one revolution. For single-start threads, lead equals pitch. Input values accurately according to the drawing.
Spindle speed: Select spindle speed based on material, tool material, and thread diameter. For steel, 80–200 r/min is typical; for cast iron, 50–150 r/min is common.

2. Specific Machining Operations
Determining the starting point: Choose a start point a few millimeters (usually 3–5 mm) beyond the workpiece end face, ensuring sufficient radial cutting allowance.
Tool feed method and speed control: For left-hand threads, straight-in feed is commonly used for small-pitch threads, while flank-in feed is better for large-pitch threads. Keep spindle speed stable to avoid sudden changes that could affect thread accuracy.
3. Post-Machining Inspection
Dimensional accuracy check: Use a thread micrometer or ring gauge to check pitch diameter, major diameter, and minor diameter, ensuring they are within the drawing tolerance.
Surface quality check: Inspect for cracks, burrs, or burn marks. If found, take corrective measures.
IV. Common Problems and Solutions During Machining

Problems may arise during machining—here’s how to address the most common ones:
1. Thread misalignment
Cause: Incorrect starting point, mismatch between spindle speed and feed, tool wear.
Solution: Reset the start point, adjust spindle-to-feed ratio, replace worn tools promptly.
2. Dimensional out-of-tolerance
Cause: Incorrect tool installation, parameter errors, workpiece deformation
Solution: Reinstall the tool, correct parameter settings, prevent workpiece deformation through proper cutting parameters and cooling.
3. Poor surface quality
Cause: Incorrect tool angles, improper cutting speeds, unsuitable cutting fluid use.
Solution: Regrind the tool, adjust cutting speed, select suitable cutting fluid and ensure adequate lubrication and cooling.
V. Safety Operating Procedures

Safety is always the top priority in machining—be sure to follow these guidelines:
1. Personal protective requirements
Wear safety glasses to protect against flying chips; wear appropriate work clothes with cuffs secured; never wear gloves when working with rotating parts to avoid entanglement hazards.
2. Safety precautions during CNC lathe operation
Never touch rotating workpieces or tools while the machine is running; do not measure or adjust while in operation; press the emergency stop button immediately in emergencies.
3. Safety guidelines for maintenance
Cut power before maintenance; check the lubrication system regularly for sufficient, clean oil; inspect all connections for tightness and retighten if loose.
VI. Tips and Experience for Machining Left-Hand Threads
Practical experience can improve efficiency and ensure quality:
1. Tips to improve machining efficiency
Arrange machining sequences logically to reduce tool changes; use automatic feeding devices for batch production; optimize cutting parameters to increase feed speed without sacrificing quality.
2. Experience to ensure machining quality
Inspect and grind tools before machining to ensure correct geometry; monitor the thread-cutting process and adjust as necessary; calibrate equipment regularly to maintain accuracy.
3. Special techniques for different materials
For sticky materials like stainless steel, choose tools with a larger rake angle to reduce cutting forces and friction heat, and use a cutting fluid with good cooling properties.
For brittle materials like cast iron, slightly reduce the clearance angle to increase tool strength and prevent chipping
If you have any questions about left-hand thread machining, or if you need a suitable machine for threading operations, feel free to contact Minnuo. We will provide professional support and solutions to help ensure your machining work proceeds smoothly.

 Email
Email sales1: +86 15312799623
sales1: +86 15312799623


