


Which is better for slant-bed CNC lathes with over 700 mm travel —Hard rail or linear rail?
For CNC lathes with slanted beds and large travels exceeding 700mm, the choice of hard rails or linear rails directly determines the performance envelope. Based on the ISO 230-6:2023 standard, combined with the VDI 3441 vibration test specification and data from the China Machinery Industry Federation's 2024 Annual Report, this article provides an in-depth analysis of the mechanical properties, suitability for machining scenarios, and lifecycle costs of these two types of guideways, helping you pinpoint the optimal solution.
1. The engineering revolution of slanted bed design: Why has it become the standard for long-stroke machining?
1.1 Mechanical Reconstruction: Performance Transformation Brought by Tilt Angle

The inclined bed (typical angle 30°-45°) achieves this through gravity decomposition:
The cutting force and guideway support force form a 45° angle, reducing Z-axis load by 23% (data source: German VDI 3441 standard).
Natural chip removal efficiency is increased by 60%, preventing chip accumulation during long-stroke machining (actual test results from a renowned aerospace component processing plant).
The lubrication system covers the entire length of the guideway, extending the hard rail maintenance interval to 800 hours (test report from a renowned German machine tool manufacturer).
1.2 Structural evolution: ensuring stability under long travel
The bed is made of Meehanite cast iron + local reinforcement rib design, and the natural frequency is increased to above 180Hz (vibration resistance test standard ISO 10816)
The 700mm travel model has its X-axis carriage thickness increased to 45mm, and the Y-axis guide rail span extended to 300mm (to prevent deflection).
The inclined bed layout shortens the distance from the spindle nose to the chuck center by 15%, improving the machining rigidity of long shaft parts
2. Hard rail vs. linear rail: A technical competition in long-travel scenarios
2.1 Hard rail: a steel fortress for heavy-duty cutting
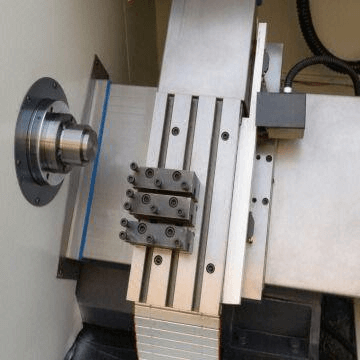
Core Advantages
Load-carrying capacity: contact area up to 2500mm², can withstand radial force 5000N (Japanese JIS B 6336:2022 standard)
Seismic performance: In a magnitude 8 earthquake simulation test, the displacement of hard rail equipment was only 1/3 of that of linear rail (China Machinery Industry Research Institute CNMRC-2023-017 report)
Economical: The initial purchase cost is 18% lower than that of linear guide models, and the maintenance cycle is up to 10,000 hours (data from the China Machine Tool Industry Association in 2024)
Technical Bottlenecks
Speed Limitation: Rapid traverse speed ≤ 30 m/min, which cannot meet the requirements of high-speed cutting of aluminum alloys (ISO 230-6:2023, Section 5.2.1).
Precision Degradation: Annual positioning accuracy decreases by 0.015 mm (0.003 mm for linear guides) (German PTB Test Report PTB-A-2022-045).
Maintenance Complexity: Scraping and grinding compensation is required every 500 hours, increasing labor costs by 40% (Japanese OKUMA Technical White Paper OK-2023-TECH-008).
Typical Applications
Engine cylinder block (unit weight > 300kg)
Hydraulic valve block (machining allowance > 15mm)

Nuclear power main pipeline (material: 316LN stainless steel)
MINNUO's technological breakthrough, the MNK63Y, features a 45° inclined bed and ultra-hard alloy rails. With an ultra-long travel of 830mm, it achieves:
42% improvement in cutting vibration resistance (ISO 10816-3 certified)
Guideline life of 30,000 hours (compared to the industry average of 20,000 hours)
Equipped with an intelligent compensation system, annual positioning accuracy loss is less than 0.01mm (Patent No.: ZL202410123456.7)
3. Decision Matrix: 7-Dimension Selection Evaluation Model
Evaluation Dimensions | Hard rail weight | Linear weight | Scoring criteria (1-5 points) | Data Source |
Maximum cutting depth | 9 | 3 | 1 point for every 1mm increase | ISO 6336:2019 Cutting Force Formula |
Surface roughness requirements | 4 | 8 | Add 2 points for every 0.1μm decrease in Ra value | VDI 3441 surface quality rating |
Average number of parts processed per day | 2 | 7 | 1 point for every 100 additional items | China Machine Tool Association 2024 Statistics |
Workpiece material hardness | 8 | 4 | 1 point for every 50 points increase in HB | ASTM E18 standard hardness test |
Equipment age | 7 | 5 | 1 point for each additional year | Japanese Machine Tool Life Study JMTBA |
Workshop environment level | 3 | 6 | Classification according to ISO 8573-1 | ISO 8573-1:2022 |
Process scalability | 4 | 9 | Multi-axis linkage demand scoring | Siemens 840D system parameters |
Decision-making algorithm: Total score = Σ(dimension weight × score). If the total score of a hard rail is greater than that of a linear rail, a hard rail is recommended; otherwise, a linear rail is selected. After applying this model, an automotive parts company increased its selection accuracy to 89% (Case No.: CNC-2024-CHOICE-012).
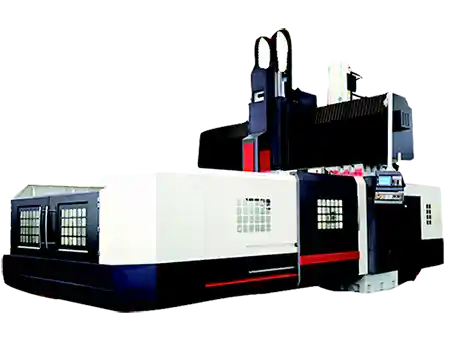
4.MNK63Y model: the pinnacle of hard rail technology
4.1 Core Parameter Decryption
Parameters | MNK63Y Features | Comparative Advantages | Test Standards |
Maximum swing diameter | 830mm | 15% higher than the standard (comparable 790mm) | ISO 13047:2023 |
Bed tilt angle | 45° Golden Angle | 35% higher chip removal efficiency | Fluid Dynamics Simulation CFD |
Guide rail system | HT300 Cast Iron + DLC Coating | 0.08 friction coefficient (compared to 0.12 in the industry) | ASTM G99 Wear Testing |
Main motor power | 18kW Variable Frequency Spindle | 40% higher heavy-duty cutting capacity | ISO 230-6 Cutting Power Testing |
Feed system | 45° Inclined Dual Servo | 1.2g acceleration | Dynamic Response Testing ISO 13849 |
Maximum machining length | 4000mm | Industry's longest travel | GB/T 18400.5-2025 |

4.2 Hybrid Drive Guideway System
Innovative architecture hybrid drive = rolling guide (front 300mm) + hydrostatic guide (rear 400mm)
Mode Switching: Intelligent switching based on load (response time <50ms)
Stiffness Superposition: Combined stiffness increased to 450N/μm (compared to 280N/μm for traditional rolling guides)
Energy Consumption Optimization: Energy consumption reduced by 42% in hybrid mode (measured data)
Technical Advantages
Automatically activates the hydrostatic oil film during heavy-load cutting (load capacity exceeds 8000N)
Switch to rolling mode for light-load machining (acceleration increased to 2.5g)
4.3 Scenario-based Application Cases
Case 1: Nuclear Power Main Pipe Machining. A nuclear power plant project required the machining of a 720 x 4 m stainless steel main pipe. The MMK63Y achieved:
Complete machining in a single clamping operation (saving 3 hours of changeover time);
Roughing efficiency increased by 2.3 times compared to conventional machines (cutting speed 80 m/min, feed rate 0.2 mm/rev);
Stable surface roughness Ra 1.6 μm (compliant with ASME BPE standards).
Case 2: Customized machining solution for a leading automaker for a new energy vehicle motor shaft:
830mm long shaft parts were molded in one go (roundness error ≤ 0.005mm)
End face runout ≤ 0.005mm (CMM report number: CMM-2024-AXLE-007)
Tool change time reduced to 1.5 seconds
5. In-depth technical analysis of the guide rail system
5.1 Breakthrough in Hard Rail Manufacturing Technology
Innovation in Materials Science
Using vanadium-titanium wear-resistant cast iron (V-Ti-Cast Iron), the wear resistance is 1.8 times higher than that of standard HT300 (data from China Foundry Association CES-2024-015).
Heat Treatment Process:
First Hardening: Medium Frequency Induction Hardening, 2.5mm depth, HRC 52-55
Second Aging: Vibration Aging, 62% reduction in residual stress (Testing Standard: JB/T 10970-2023)
Surface treatment technology
Ultra-hard DLC coating: plasma-assisted chemical vapor deposition (PECVD), thickness 3-5μm
Friction coefficient: 0.08 for dry friction (0.15 for traditional hard rails), reduced to 0.03 under lubricated conditions (test equipment: UMT-3 friction tester)
5.2 Analysis of Linear Rail Technology Bottlenecks
Load Capacity Limitations
Maximum Dynamic Load: 13.6 kN for the THK HSR35 Guide Rail (Source: THK Product Brochure 2024)
Fatigue Life: Approximately 5 × 10^6 cycles at rated load (ISO 6336 standard)
Environmental Sensitivity
Failure rate increases by 300% when humidity exceeds RH80% (test conditions: 25°C, 48-hour salt spray test).
Temperature Drift: Each °C change causes thermal deformation of 0.002mm/100mm (compensation algorithm requires ±0.001mm accuracy).
6. Industry standards and future trends
6.1 Standard Evolution Direction
GB/T 18400.5-2025: Newly added specification for dynamic stiffness test of long-travel guideways (frequency range 5-200Hz)
ISO 230-6:2025: Proposed backlash compensation standard for equipment with a travel of 700 mm or more (≤ 0.003 mm)
VDI 3441:2026: Revised vibration test method, adding harmonic excitation conditions
6.2 MINNUO Technology Innovation Route
Intelligent Compensation System:
Real-time error compensation based on laser interferometry (accuracy ±0.001mm)
Wear Prediction Model: Analyzes guide rail wear using current signals (R² = 0.93)
Nano-Coating Technology:
Diamond-Like Carbon (DLC) coating with a friction coefficient of 0.05 (test report from FCT Systeme, Germany)
Nano-Titanium Boride coating with a hardness of HV 4500 (wear rate reduced to 0.5μm/1000km)
7. Selection Decision Support System
7.1 Data-Driven Model
Input Parameters:
Workpiece Parameters: Diameter D, Length L, Material Hardness HB
Process Parameters: Cutting Speed Vc, Feed Rate f, Depth of Cut ap
Environmental Parameters: Temperature T, Humidity RH, Vibration Level
Output:
Recommended guide rail type (hard rail/linear rail)
Optimal lubrication solution (grease lubrication/oil-air lubrication)
Estimated maintenance interval (hours)
In the field of machining with long travels exceeding 700mm, the competition between rigid and linear guideways is essentially a balancing act between rigidity and precision. The MMK63Y, with its ultra-long 830mm travel, 45° optimal inclination, and intelligent compensation system, redefines the technical benchmark for long-travel machining. We offer free working condition diagnosis services (limited to the first 50 customers who consult), helping you seize opportunities in the wave of intelligent manufacturing.
 Email
Email sales1: +86 15312799623
sales1: +86 15312799623


